
Hívjon minket: +36 20/942-9553, +36 1 433-3985
A síkágyas gépekkel hihetetlenül összetett dolgokat lehet gyártani, mégis csak két üzemmódja van. Az egyik a raszteres, a másik a vektoros munkavégzés.
Mint a gépkialakításoknál megtárgyaltuk, a síkágyas berendezésekben a lézersugarat a munkadarab felületére fókuszáló kocsi egy Y irányban elmozdulni képes hídon mozog. Így a híd előre-hátra, a kocsi a hídon jobbra és balra mozog, ami által a munkafelület bármely pontját elérheti.
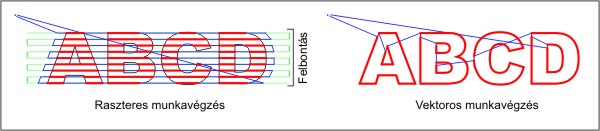
Amikor azt akarjuk, hogy összefüggő területeket gravírozzunk ki, akkor raszteres munkavégzést alkalmazunk. Ilyenkor a megmunkálandó területet soronként pásztázza végig a gép. A híd a munkavégzés első sorának pozíciójába áll, a fókusz kocsi pedig a hídon a megmunkálandó terület elérése előtt felgyorsít a munkavégzés sebességére, végighalad a soron, lelassít, megáll, – közben a híd egy sorral előrébb lép, – a fókusz kocsi elindul visszafelé, felgyorsít, végighalad a soron, lelassít,… és így tovább. A rendszer ilyenkor egy tintasugaras nyomtató működéséhez hasonlít, csak ott nem a híd mozog a papír felett, hanem a papírt mozgatják a híd alatt.
A raszteres munkavégzéssel bármilyen összetett ábrát ki lehet rajzolni, – a legcikornyásabb betűtől a fényképig. A jellemzője viszont a munkaterület szélein túli munkavégzés nélküli gyorsítási / lassítási szakaszokon töltött holtidő. Persze a szervomotoros hajtás által elérhető nagy gyorsulás ezeket a szakaszokat lerövidíti, de nagy Y irányú méret esetén már mindenképpen számolni kell vele, amikor egy munka elkészülési idejét kalkuláljuk.
A lenti képen, jobboldalon elmosódva látszik a jobbra-balra száguldó fókusz kocsi, és a fekete lapon a bekapcsolt pozicionáló lézer vörös vonala, amit összevetve a gravírozással, – ahol a lézer be van kapcsolva, – látszik a munkavégzés nélküli túlfutás is.
A másik üzemmód a vektoros munkavégzés, amikor a fókusz kocsi nem pásztázza a területet, hanem csak körvonalak mentén halad. Ilyenkor a gravírozás vonalvastagsága nem lehet bármilyen, – azt az alkalmazott fókuszlencse határozza meg. Kismértékben persze defókuszálással lehet változtatni a vonalvastagságon, de bármilyen vastagságot nem érhetünk el. Ennek az üzemmódnak a jellemzője, hogy a híd nem kis lépéseket tesz, hanem a fejhez hasonlóan folyamatosan mozog előre hátra, hogy biztosítsa a kívánt vonal lekövetését. Itt a munkavégzés sebességét a nagy tömegű híd intenzív mozgatása korlátozhatja. Ez az üzemmód a régen használt rajzoló plotterekével egyezik meg, csak itt nem tustollat cipel a kocsi, hanem lézersugarat fókuszál a felületre.
Azt hogy vektoros üzemmódban csak belegravírozunk („karcolunk”) az anyagba, vagy teljesen átvágjuk, – csak a beállításokon múlik.
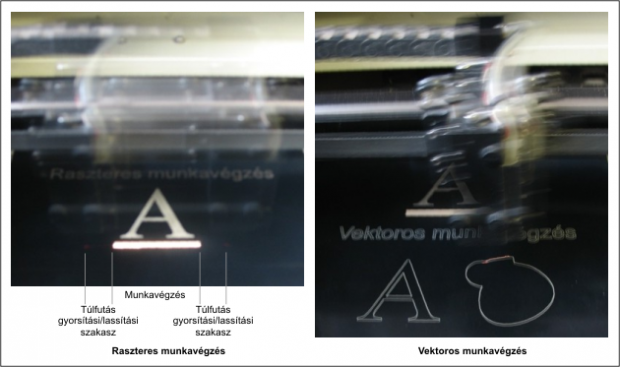
A fenti képen látszik az íven haladó fókusz kocsi elmosódott képe, és a bekapcsolt pozicionáló lézer vörös vonala.
Természetesen mindkét üzemmódban szükség van arra, hogy a lézersugarat ki és bekapcsoljuk, a kirajzolni kívánt ábrának megfelelően.
Az ábrákat CorelDRAW, Adobe Illustrator, AutoCAD, vagy más, – célszerűen vektoros rajzolóprogrammal lehet elkészíteni. Csak bitképes programok is használhatóak, de számolni kel a pozicionálási nehézségekkel, a méretezés korlátaival (pixelesedés), és nem lehet a gép vektoros képességeit kihasználni.
A fényképekhez szükséges rajzok CorelDAW-ban lettek elkészítve. Látszik, hogy felül körvonal nélkül, fekete kitöltéssel lett rajzolva, alatta pedig csak hajszálvékony körvonalak vannak, kitöltés nélkül, piros és kék színnel.
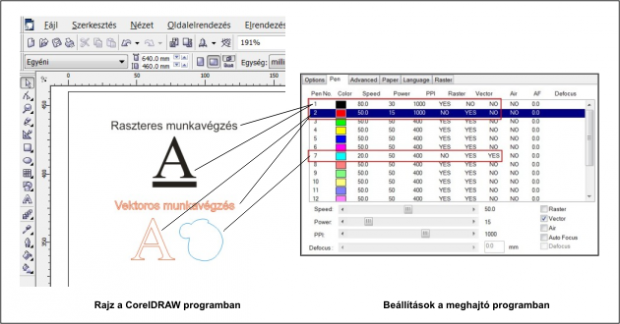
A meghajtó programban kell beállítani a megmunkálás paramétereit. Látszik hogy a fekete, piros és kék színekhez más erő, sebesség, PPI értékek, és más üzemmódok vannak beállítva.
A gépek raszteres üzemmódban nem csak egyszerűen gravírozni tudnak, hanem dinamikus mélységvezérlést is képesek megvalósítani, amivel domborképeket vagy vállképzéssel rendelkező bélyegzőt is lehet készíteni.
A bélyegző készítés nagyon egyszerű, csak be kel kapcsolni a meghajtó programban ezt az üzemmódot, – néhány beállítást kell tenni, – és a gép automatikusan vállképzéssel készíti el a bélyegző lemezt.
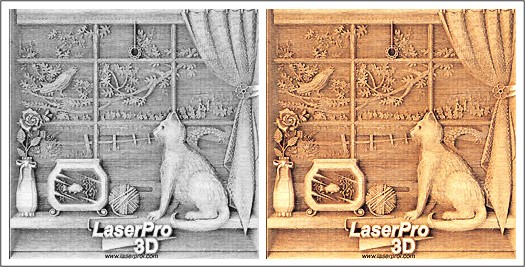
A 3D domborképek gravírozásához is csak az üzemmódot kell bekapcsolni a meghajtó programban, viszont itt már szükség van egy szürkeárnyalatos 3D vezérlő képre, ahol az árnyalatok a mélységinformációnak felelnek meg. Minél sötétebb egy árnyalat, annál mélyebbre gravíroz a gép. Ilyen képek készítéshez külön megvásárolható programokat lehet használni, – például a Type3D –t.
A lenti képeken a szürkeárnyalatos vezérlőkép és annak fába történt gravírozása látható.
A mozgótükrös gépek is képesek raszteres és vektoros munkavégzésre, de mivel főként jelölésre használják őket, ezért a gyors vektoros üzemmódot alkalmazzák leginkább.
A síkágyas gépekkel hihetetlenül összetett dolgokat lehet gyártani, mégis csak két üzemmódja van. Az egyik a raszteres, a másik a vektoros munkavégzés.
Mint a gépkialakításoknál megtárgyaltuk, a síkágyas berendezésekben a lézersugarat a munkadarab felületére fókuszáló kocsi egy Y irányban elmozdulni képes hídon mozog. Így a híd előre-hátra, a kocsi a hídon jobbra és balra mozog, ami által a munkafelület bármely pontját elérheti.
Amikor azt akarjuk, hogy összefüggő területeket gravírozzunk ki, akkor raszteres munkavégzést alkalmazunk. Ilyenkor a megmunkálandó területet soronként pásztázza végig a gép. A híd a munkavégzés első sorának pozíciójába áll, a fókusz kocsi pedig a hídon a megmunkálandó terület elérése előtt felgyorsít a munkavégzés sebességére, végighalad a soron, lelassít, megáll, – közben a híd egy sorral előrébb lép, – a fókusz kocsi elindul visszafelé, felgyorsít, végighalad a soron, lelassít,… és így tovább. A rendszer ilyenkor egy tintasugaras nyomtató működéséhez hasonlít, csak ott nem a híd mozog a papír felett, hanem a papírt mozgatják a híd alatt.
A raszteres munkavégzéssel bármilyen összetett ábrát ki lehet rajzolni, – a legcikornyásabb betűtől a fényképig. A jellemzője viszont a munkaterület szélein túli munkavégzés nélküli gyorsítási / lassítási szakaszokon töltött holtidő. Persze a szervomotoros hajtás által elérhető nagy gyorsulás ezeket a szakaszokat lerövidíti, de nagy Y irányú méret esetén már mindenképpen számolni kell vele, amikor egy munka elkészülési idejét kalkuláljuk.
A lenti képen, jobboldalon elmosódva látszik a jobbra-balra száguldó fókusz kocsi, és a fekete lapon a bekapcsolt pozicionáló lézer vörös vonala, amit összevetve a gravírozással, – ahol a lézer be van kapcsolva, – látszik a munkavégzés nélküli túlfutás is.
A másik üzemmód a vektoros munkavégzés, amikor a fókusz kocsi nem pásztázza a területet, hanem csak körvonalak mentén halad. Ilyenkor a gravírozás vonalvastagsága nem lehet bármilyen, – azt az alkalmazott fókuszlencse határozza meg. Kismértékben persze defókuszálással lehet változtatni a vonalvastagságon, de bármilyen vastagságot nem érhetünk el. Ennek az üzemmódnak a jellemzője, hogy a híd nem kis lépéseket tesz, hanem a fejhez hasonlóan folyamatosan mozog előre hátra, hogy biztosítsa a kívánt vonal lekövetését. Itt a munkavégzés sebességét a nagy tömegű híd intenzív mozgatása korlátozhatja. Ez az üzemmód a régen használt rajzoló plotterekével egyezik meg, csak itt nem tustollat cipel a kocsi, hanem lézersugarat fókuszál a felületre.
Azt hogy vektoros üzemmódban csak belegravírozunk („karcolunk”) az anyagba, vagy teljesen átvágjuk, – csak a beállításokon múlik.
A fenti képen látszik az íven haladó fókusz kocsi elmosódott képe, és a bekapcsolt pozicionáló lézer vörös vonala.
Természetesen mindkét üzemmódban szükség van arra, hogy a lézersugarat ki és bekapcsoljuk, a kirajzolni kívánt ábrának megfelelően.
Az ábrákat CorelDRAW, Adobe Illustrator, AutoCAD, vagy más, – célszerűen vektoros rajzolóprogrammal lehet elkészíteni. Csak bitképes programok is használhatóak, de számolni kel a pozicionálási nehézségekkel, a méretezés korlátaival (pixelesedés), és nem lehet a gép vektoros képességeit kihasználni.
A fényképekhez szükséges rajzok CorelDAW-ban lettek elkészítve. Látszik, hogy felül körvonal nélkül, fekete kitöltéssel lett rajzolva, alatta pedig csak hajszálvékony körvonalak vannak, kitöltés nélkül, piros és kék színnel.
A meghajtó programban kell beállítani a megmunkálás paramétereit. Látszik hogy a fekete, piros és kék színekhez más erő, sebesség, PPI értékek, és más üzemmódok vannak beállítva.
A gépek raszteres üzemmódban nem csak egyszerűen gravírozni tudnak, hanem dinamikus mélységvezérlést is képesek megvalósítani, amivel domborképeket vagy vállképzéssel rendelkező bélyegzőt is lehet készíteni.
A bélyegző készítés nagyon egyszerű, csak be kel kapcsolni a meghajtó programban ezt az üzemmódot, – néhány beállítást kell tenni, – és a gép automatikusan vállképzéssel készíti el a bélyegző lemezt.
A 3D domborképek gravírozásához is csak az üzemmódot kell bekapcsolni a meghajtó programban, viszont itt már szükség van egy szürkeárnyalatos 3D vezérlő képre, ahol az árnyalatok a mélységinformációnak felelnek meg. Minél sötétebb egy árnyalat, annál mélyebbre gravíroz a gép. Ilyen képek készítéshez külön megvásárolható programokat lehet használni, – például a Type3D –t.
A lenti képeken a szürkeárnyalatos vezérlőkép és annak fába történt gravírozása látható.
A mozgótükrös gépek is képesek raszteres és vektoros munkavégzésre, de mivel főként jelölésre használják őket, ezért a gyors vektoros üzemmódot alkalmazzák leginkább.